

VA事例
インサートヘッド

| 材質 | A6061 |
| 数量 | 月産/100,000個 |
| 従来工法 | アルミダイカストにて成形 |
| VA工法 | 廻り止め機能の完全圧造化 |
| VA効果 | 約30%のコスト低減 |
| ポイント | 廻り止め用のツメ出しを圧造工程にて 成形(工法特許商品) |
シャフト

| 材質 | SWCH10R |
| 数量 | 月産/50,000個 |
| 従来工法 | ダブルヘッダー+フライス加工+バリ取り |
| VA工法 | 製品の完全圧造化 |
| VA効果 |
約10%のコスト低減+生産数の向上
(日産1,000個→25,000個)
|
| ポイント |
すり割部をパーツフォーマーにて成形することにより
完全圧造化
|
リミッターギヤ

| 材質 | SWCH12R |
| 数量 | 月産/30,000個 |
| 従来工法 | ベーリックダイカストにて成形 |
| VA工法 | 製品の鍛造加工化 |
| ポイント | 外周ギヤ部を鍛造での成形に変更することにより強度UP |
ウェルドナット

| 材質 | SWCH10R |
| 数量 | 月産/50,000個 |
| 従来工法 | ナットホーマー(5段)にて成形 |
| VA工法 | 2D3Bを使用した圧造工法 |
| VA効果 | 約20%のコスト低減 |
| ポイント | 低ランクの設備での形状成形を実現し、加工工賃を低減 |
バックプレート
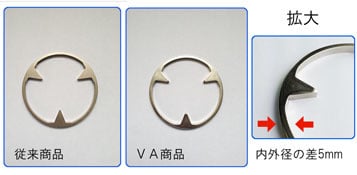
| 材質 | SAPH440 |
| 数量 | 月産/1,500個 |
| 従来工法 | 焼結にて成形 |
| VA工法 | 製品のプレス化 |
| VA効果 | 約20%のコスト低減 |
| ポイント |
板厚(8mm)より、外周の肉厚(内外径の差5mm)が
薄い製品をファインブランキングによりプレス化
|
ご提案から納入までの流れ
当社スタッフが、あらゆる角度から課題に対しての分析を加え、付加価値の高いご提案をいたします。
部品のことならどんなことでもお気軽にご相談ください。


